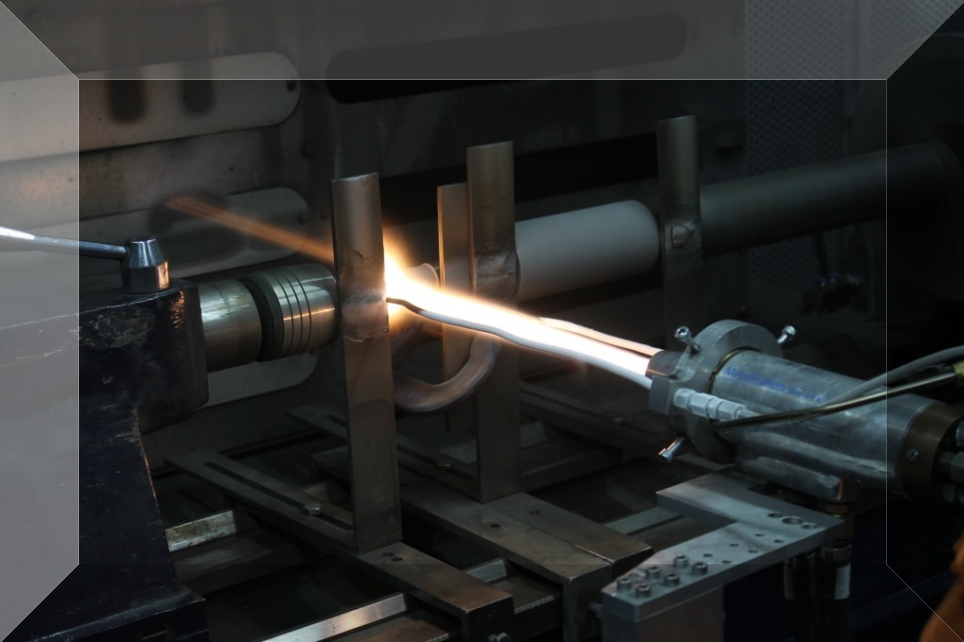
激光熔覆與熱噴涂有什么區別?
兩者之間的區別在于:噴涂是利用激光束將涂層材料加熱至熔融狀態,再由壓縮氣體加速噴射沉積到基材表面形成涂層;激光熔覆是將涂層材料與基材表面完全熔化的快速凝固過程,熔覆層與基體材料表面形成完全冶金結合。但激光噴涂目前應用較少
2023.09.11
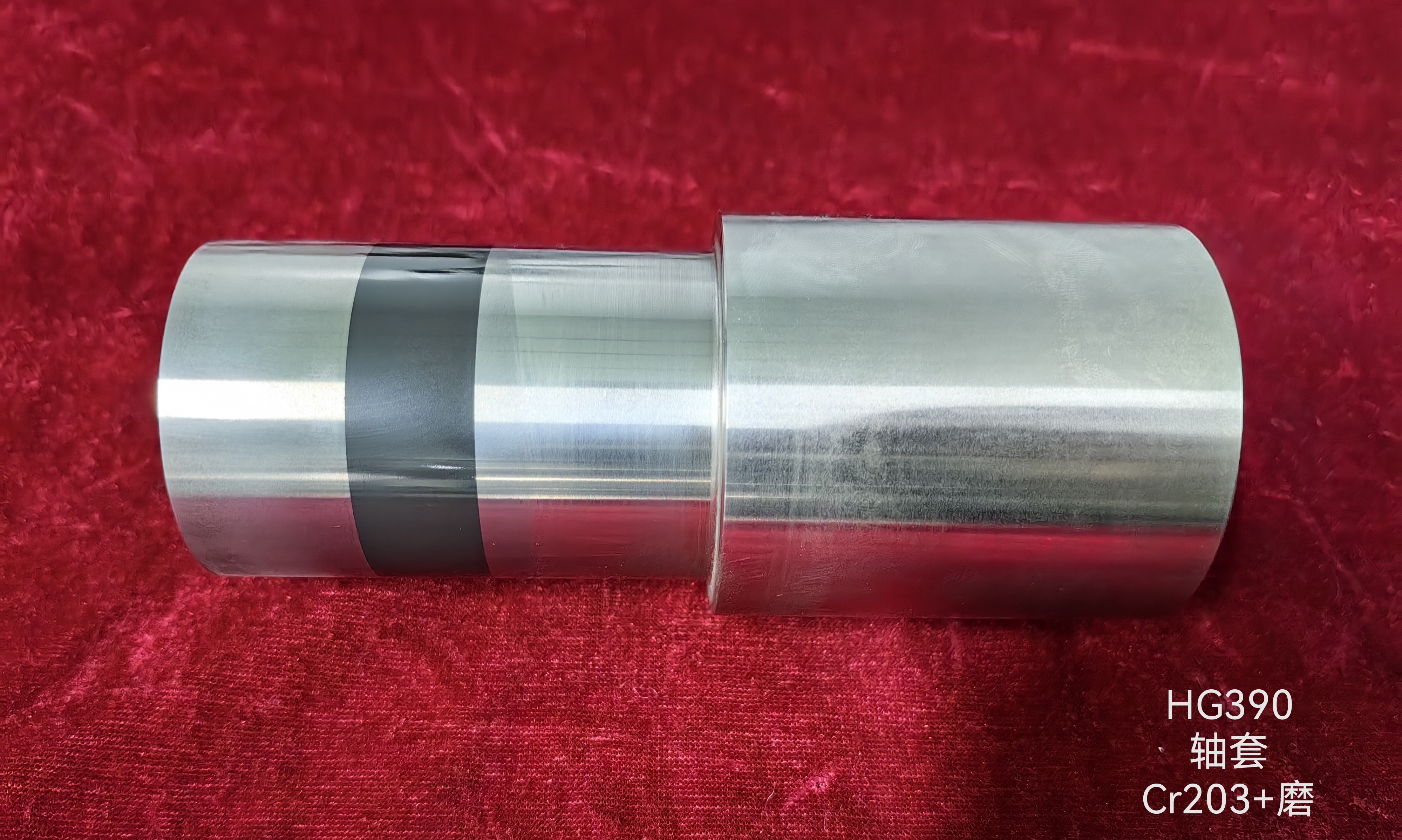
耐磨軸套等離子噴涂陶瓷涂層
軸套是套在轉軸上的筒狀機械零件,是滑動軸承的一個組成部分。在長期運行過程中,由于軸徑表面受到擠壓和復合機械力的作用,會出現磨損甚至變形的狀態,如果不及時發現并采取相應的措施,不僅會影響設備的正常運行,造成生產效率低下,嚴重情況下還會導致生產事故。近期,長青金屬熱噴涂公司對某機械公司的耐磨軸套進行了熱噴涂技術表面強化,尺寸為φ220*200*539、180*160、77*70三種,主要采用等...
2023.07.01
水洗輥等離子噴涂陶瓷涂層
水洗輥是印刷行業一種印染后處理裝置上的部件,當該輥轉動時,就會自然帶動振蕩起液流,在布面上進行回流沖洗,起到對織物表面的洗滌作用。由于水洗輥只能用水清洗,所以通常需要耐水性、高彈性、勻墨性以及較好的耐腐蝕性等特性。近期,長青金屬熱噴涂公司對某機械公司的水洗輥進行了熱噴涂技術表面強化,尺寸為φ350*420,主要采用等離子噴涂陶瓷涂層,涂層厚度大于0.1mm,涂層結合良好,無砂眼...
2023.06.28
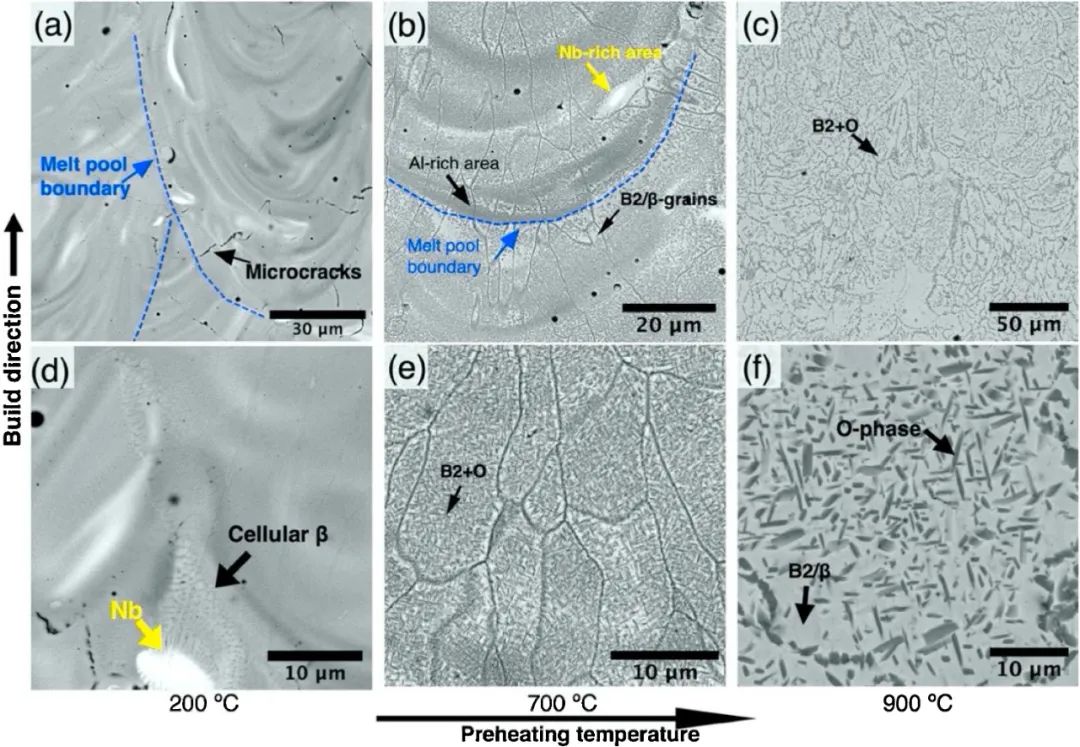
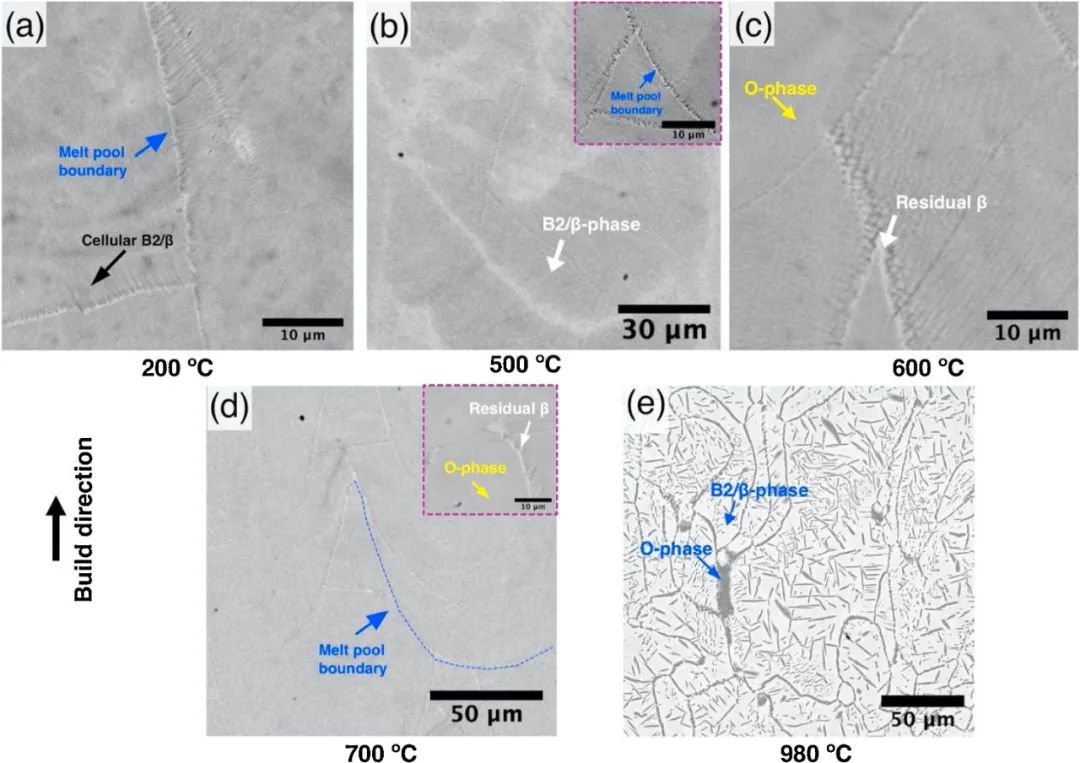
采用氣霧化和機械合金化等離子體球化粉末激光床熔增材高溫預熱法制備鈦金屬間化合物合金的組織、致密化和機械性能(1)
摘要采用激光粉末床熔合(L-PBF)增材制造技術,在高溫平臺預熱下制備ti2alnb基合金樣品。機械合金化后等離子體球化得到的Ti-22Al-22Nb-0.1Mo-0.3Hf-0.3Ta-1.5Zr-0.8Si-0.9Fe(at.%)粉和Ti-24Al-25Nb-1Zr-1.4V-0.6Mo-0.3Si(at.%)氣體霧化(GA)粉末為原料。在600℃及以上的平臺預熱溫度下制備無裂紋樣品,而較低的預熱溫度會導致兩種粉末產生裂紋。機械合金化等離子體球化(MAPS)粉末的相對密度最...
2023.06.18
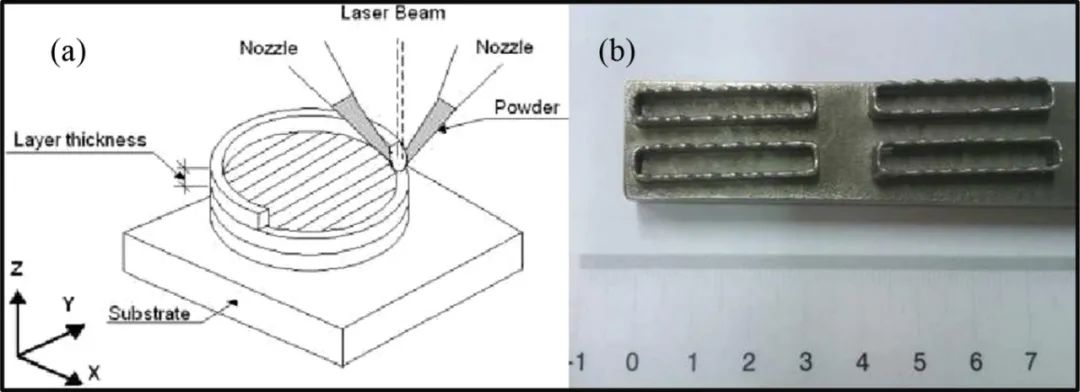
Ti-6Al-4V熔絲等離子弧與激光復合增材制造中的焊道形狀控制(一)
線基等離子轉移弧(PTA)-激光混合增材制造具有制造高沉積速率和近凈形狀的大型金屬部件的潛力。在此過程中,單個焊道是每個沉積組件的基本構件,因此,焊道形狀控制對于不同幾何形狀的沉積至關重要。然而,如何通過操縱各種工藝參數來控制胎圈形狀仍不清楚。在本研究中,系統地研究了不同工藝參數,包括激光功率、PTA和激光之間的能量分布、送絲速度、移動速度和激光束尺寸對沉積過程和珠形狀的影響。 結果...
2023.06.03
你所不知道的激光高熵合金(HEAs),藏著以下秘密
本文亮點:?闡述了激光加工工藝參數對HEA材料性能的影響。 ?綜述了激光沉積HEA涂層的各種機械性能和功能性能。?提出了激光沉積HEAs涂層可能面臨的挑戰和未來發展趨勢。3.5. 腐蝕行為 Zhang等研究了等摩爾FeCoCrAlNi涂層在鹽水溶液中的侵蝕空化和電化學腐蝕行為。極化曲線顯示HEA涂層的Epit值明顯小于基體ss304,表明FeCoCrAlNi降低了涂層的點蝕。鍍層的腐蝕性能優于...
2023.05.28
Ti-6Al-4V熔絲等離子弧與激光復合增材制造中的焊道形狀控制(一)
線基等離子轉移弧(PTA)-激光混合增材制造具有制造高沉積速率和近凈形狀的大型金屬部件的潛力。在此過程中,單個焊道是每個沉積組件的基本構件,因此,焊道形狀控制對于不同幾何形狀的沉積至關重要。然而,如何通過操縱各種工藝參數來控制胎圈形狀仍不清楚。在本研究中,系統地研究了不同工藝參數,包括激光功率、PTA和激光之間的能量分布、送絲速度、移動速度和激光束尺寸對沉積過程和珠形狀的影響。 結果...
2023.05.25
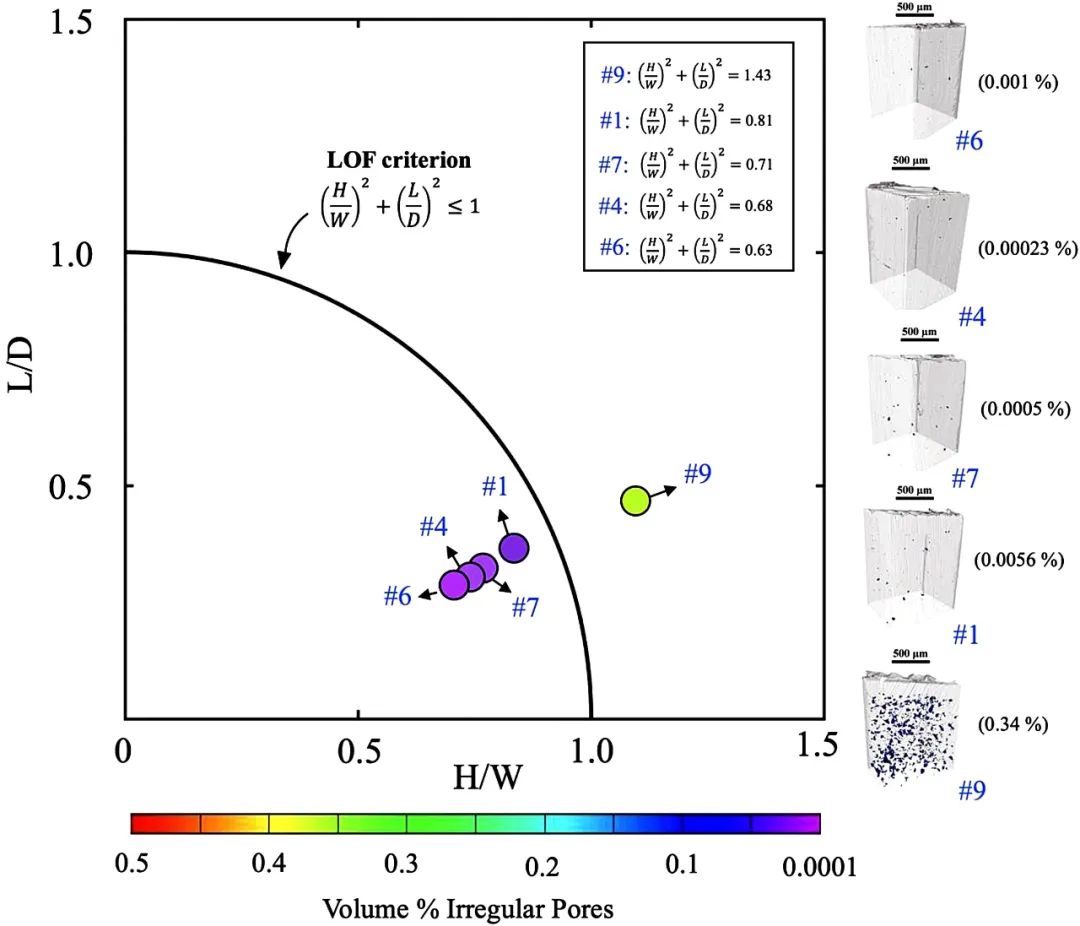
激光粉末床熔合增材制造缺陷結構工藝流程圖(1)
準確的缺陷檢測、表征和預測在全密度和無缺陷金屬增材制造(AM)中具有巨大的潛在影響。因此,本文提出了缺陷結構過程圖(DSPMs)作為一種量化孔隙率作用的手段,在粉末床印刷材料中作為一個示例缺陷結構。利用同步加速器微計算機斷層掃描技術(μSXCT)研究了激光粉末床熔合(LPBF)材料的金屬AM缺陷在加工參數空間內的可預測趨勢。利用激光功率、掃描速度和艙口間距的變化,在EOSM290上制作了ti-6al-4v測試...
2023.05.22